价 格
订货量
¥35.00
50 - 499
¥32.00
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
≥500
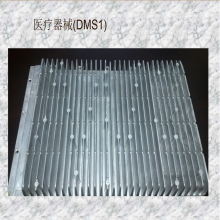
| 产品特性:高导热 | 品名:铝合金 | 牌号:DMS |
| 产地:日本 | 铝含量:90% | 品牌:三菱铝合金 |
| 型号:DMS1、DMS3、DMS4、DMS5 | 热传导率:210 | 密度:2.72mg/m3 |
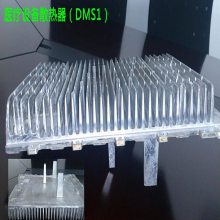
| 应用:散热部件 | 特长:散热部件小型、轻量化;提高设计自由度 | 形状:铝锭 |
| 销售方式:品牌经销 |
三菱致力于开发具有极高热传导性的“压铸铝合金”。
近年来PC等电子电气产品倾向于高速化,小型化,迄今为止散热装置所采用的的JIS合金的散热性能已经难以满足要求。市场对于具有更高导热性能的材料的需求也日趋高涨。
DMS铝合金概要:
DMS1:追求高热传导性的合金。热传导率:210W/m℃。
DMS3: 高热传导性和良好的铸造性能兼具的合金。热导率:150W/m℃。
DMS5:ADC12的换代产品。适热传导率ADC12的1.6倍。热处理后热导率:150W/m℃。
DMS6:追求高热传导性和高硬度的结合体合金。热传导率:175W/m℃。

熔炼:
(1)熔炼温度
DMS1,DMS4的液相线温度高于ADC12,熔炼温度在700-750℃为适宜。
DMS6液相线温度高于ADC12,熔炼温度在700-730℃为适宜。
DMS3,DMS5的液相线温度与ADC12基本相同,所以熔炼温度可以与ADC12相同。
(2)杂质
杂质对热传导率的影响非常大。
*尽量避免其他合金的混入。
*为避免其他杂质的混入,推荐使用石墨坩埚。
*回炉料的使用量尽量控制在50%一下。
(3)铝合金液的处理
为防止由内部缺欠引起的热传导率的降低,希望做好除气,除渣。
为压制氧化物的增加,回炉料的比例不应高于50%。
(4)回炉料再熔炼时,要适当添加Mg
DMS4,DMS5,DMS6都含有Mg,如果反复回炉会导致Mg的含量逐渐减少。回炉料的比例在50%以下时问题不大,超过50%且反复回炉超过3次,就需考虑适当添加Mg。添加量占回炉料总重量的0.02%。(例如:回炉料如果是100Kg,添加Mg的量为20g)
模具设计:
(1)DMS1,DMS4的情况
浇口面积:为防止粘模,浇口速度应设计在20-25m/sec。所以浇口面积应比ADC10和 ADC12要大。
产品重量(包括溢流部分)的每100g,浇口面积为1-2cm2。(成正比)
收缩率:5/1000-10/1000(经验值)
脱模斜度:应设计为ADC10和ADC12的2倍以上。
顶针:应比ADC10和ADC12的粗,且个数要多。
(2)DMS6的情况
浇口面积:为防止粘模,浇口速度应设计在25-30m/sec。所以浇口面积应比ADC10和 ADC12要大。产品重量(包括溢流部分)的每100g,浇口面积为1-2cm2。(成正比)
收缩率:4/1000-6/1000(经验值)
脱模斜度:应设计为ADC10和ADC12的1.5倍以上。
顶针:应比ADC10和ADC12的粗。
(3)DMS3,DMS5的情况
可以与ADC12相同
压铸条件:
(1)DMS1,DMS4的情况
*铸造温度:液相线温度高于ADC12,压铸温度在700-750℃为适宜。
*模具温度:250~350℃。因铸造温度高于ADC10和ADC12,要注意防止模具过热。
*浇口速度:20-25m/sec。
*活塞速度:在设定活塞速度时,应注意开始时速度稍慢,观察铸件的表面并逐渐提高 速度。
(一般速度越快,铸件表面越光滑)此时应该注意防止粘模的发生。如果注意观察粘模前常发生的想象
(铸皮在将要发生粘模的部位会呈淡茶色),即可防止粘模的发生。如果再没有完成压铸前发生上述现象,
可加大浇口面积,并重复前述操作。
*脱模剂:考虑到逐渐表面状态,推荐使用水溶性脱模剂。
(2)DMS6的情况
*铸造温度:液相线温度高于ADC12,压铸温度在700-730℃为适宜。
*模具温度:200~300℃。因铸造温度高于ADC10和ADC12,要注意防止模具过热。
*浇口速度:20-30m/sec。
*活塞速度:在设定活塞速度时,应注意开始时速度稍慢,观察铸件的表面并逐渐提高速度。
(一般速度越快,铸件表面越光滑)此时应该注意防止粘模的发生。如果注意观察粘模前常发生的想象
(铸皮在将要发生粘模的部位会呈淡茶色),即可防止粘模的发生。如果再没有完成压铸前发生上述现象,
可加大浇口面积,并重复前述操作。
*脱模剂:考虑到逐渐表面状态,推荐使用水溶性脱模剂。
(3)DMS3,DMS5的情况
可以与ADC12相同条件铸造。
目前,上海泰晟与日本三菱树脂、POLYPENCO、瑞士工程塑料、日本旭有机材等世界品牌达成合作意向,成为具有正式代理经销协议的国内工程塑料及PVC板材供应企业。涵盖产品:
??1.日本三菱树脂板材:连续压制的三菱新科技系列板材、FM系列板材、防静电PVC板系列、耐热PVC板材。
??2.日本三菱铝材:高导热铝合金DMS系列、铸造铝合金厚板KN系列。
??3.旭有机材:ASAHI 超纯手动/自动阀门、ASAHI 超纯管材配件。
??4.工程塑料:瑞士工程塑料(PEEKPTEEPEIPAI等)、POLYPENCO的MC尼龙和POM。
??5.工业阀门:美国红阀、法国H+、德国AKO夹管阀等等。
6.BOPP薄膜:电容器用薄膜EM-501、EM-701EX、EM-901K、EM501。